

FAQ Thermostatic Valves
Why different housing materials are available?
How do I operate after installation?
My system temperature running too hot?
My system temperature running too cold?
Why different housing materials are available?
FPE valves are available in cast iron, steel, stainless steel, ductile iron, aluminum and bronze. For information concerning these different materials, please contact your factory representative. Sometimes electrolysis may be encountered in a system. If this is the case, a zinc or magnesium waste plug can be installed in the valve at port A. If the valve is installed in seawater, cast iron housings are not generally satisfactory. In this type of installation, bronze valves must be used. In mounting the valve in a system, the valve must be properly vented so that the possibility of trapping air in the valve or around the elements is eliminated. A good rule to follow on systems is to place air vents so that air can be bled from the systems to a single collection point. Please note the vent lines in the different piping diagrams.
What about maintenance?
FPE thermostatic valves probably require less maintenance than any other type of similar use. Elements in normal service should be good for 6 to 10 years. Excessive temperatures, chemical, electrolytic or cavitation attack will of course shorten the life of the elements and seats which are replaceable. Carbonates, scale and other solids must not be permitted to build up on sliding valve or sensing cup surfaces.
How do I operate after installation?
After installation of the valve has been completed into the system, and operating of the valve has been started, system temperatures should be monitored so that the circuit is performing satisfactorily. Water cooling systems generally operate at a temperature at or slightly below the nominal temperature of the valve. Oil systems or more viscous fluids operate at temperatures at or slightly above the nominal temperature. To check an elements temperature, place the element in a water bath at a temperature of 5 degrees below the opening temperature of the element. Make sure you stir the water vigorously with the element for at least five minutes. Check the sliding valve to make sure it is not off its seat. Next, place the element in the same water bath at 25 degrees above the full open temperature reading and again stir vigorously for five minutes. Check the element and it should now by fully stroked. This can be determined by placing the element back into the FPE valve housing and pushing the element’s spider fully into the counter bore. FPE valves have an over travel spring which can be felt by pushing the element down into the counter bore. If this resistance is felt, the element is now fully stroked. Since the element has a tendency to cool quickly, you must do this last step before the element has cooled.
My system temperature running too hot?
- Presence of foreign objects, dirt and solid buildup inside the valve (e.g. sliding piston, piston’s seat, and lip seal area) may prevent proper operation of the valve. Example: By-pass port will not close.
- Valve’s by-pass and cooler ports (port B & C) installed backward. As port B closes due to temperature increase, flow is greatly restricted to cooler.
- Valve is undersized, causing increase in pressure drop and possibly cavitation.
- Thermostatic wax element may have been exposed to temperature higher than the recommended maximum temperature.
- Excessive pressure drop (in excess of 25 psi) may cause one or more of the following conditions:
a) Thermostatic wax element failure
b) Lip seal dislocation
c) O-ring damage
d) Improper piston movement. - Improper system cooling capacity.
- Improper sizing of the valve in a mixing application. If the valve is sized too large for the application it could result in poor mixing, which could cause the temperature to run either too hot or too cold.
My system temperature running too cold?
- Incorrect selection of valve’s nominal temperature.
- Valve’s by-pass and cooler ports (port B & C) installed backward. This condition forces fluid to cooler at lower temperature.
- Worn Teflon lip seal.
- Presence of foreign object, dirt and solid buildup inside of valve (e.g. sliding piston, piston’s seat, and lip seal area) may prevent proper operation of the valve.
- Excessive pressure drop. Refer to part 1, item E above.
- Thermostatic control valve is oversized.
- Outlet temperature is not maintained due to insufficient heat rejected to coolant.
Which additional items may be checked?
- System thermometers should be regularly checked to make sure that they are operational
- Thermometers should be located on the side of horizontal pipe runs whenever possible and particularly on oil systems.
- Thermometers should be as far as possible downstream from the valve in a mixing application.
- The system should not have any bypasses or “sneak circuits” which prevent proper operation of thermostatic control valve.
- Cracked or broken valves may be caused by:
a) Piping too short, and therefore, over-tightening bolts
b) Lack of expansion isolation between piping and valve.
c) Misalignment of piping.
d) Excessive weight
e) Allowing untreated water to freeze in the system.
How do I test element?
Place element in water at a temperature 15 deg. F. to 20 deg. F. above its nominal setting and stir water vigorously with the element for five minutes. The temperature stamped on the sleeve of the element is the nominal temperature. The cracking temperature and the fully open temperature are stamped on the pill of the thermostat. After stirring vigorously immediately place the element in the housing. If the element is fully stroked, the seating and over-travel spring can be felt as it is pushed down. To determine if the element will close at a specific temperature, place the element in a bath of water approximately 5 deg. F below the start to open temperature. This is the number stamped on the element. Due to the effect of hysteresys the element will close 5 deg. F. below the start to open temperature.
How do I replace element?
Remove four capscrews (8), lockwashers (9) and separate housings (2) and (7). Remove element assembly (5) and seal (4). Remove housing gasket or O-ring (6). Clean housing sections; remove any scale or foreign material from seal faces. Lubricate new element seal (4), lip seal is pressed into upper housing (2), O-ring is inserted into sleeve (3). Place the new housing gasket (6) in recess of upper housing (2). Insert element (5) into upper housing (2) to position shown in section view. Place lower housing (7) over exposed section of element (5) against face of upper housing (2). Secure housings with capscrews (8) and lockwashers (9).
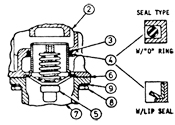 Ref.No. Description
Ref.No. Description
2 Upper Housing
3 Sleeve
4 “O” Ring or Lip Seal
5 Element Assembly
6 Gasket or O-ring
7 Lower Housing
8 Cap-screw
9 Lock-washer